1、低低温工作原理
低低温静电除尘工作原理是通过热回收器(又称烟气冷却器)降低电除尘器入口烟气温度至酸露点以下,一般在90℃左右,使烟气中的大部分SO3在热回收器中冷凝成硫酸雾并粘附在粉尘表面,使粉尘性质发生了很大变化,降低粉尘比电阻,避免反电晕现象;同时,烟气温度的降低使烟气流量减小并有效提高电场运行时的击穿电压,从而大幅提高除尘效率,并去除大部分SO3。
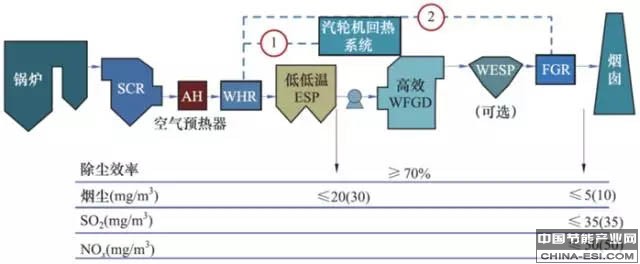
图1以低低温电除尘技术为核心的烟气协同治理技术路线图
▲当不设置烟气再热器(FGR)时,烟气冷却器(WHR)处的换热量按上图①所示回收至汽机回热系统;
▲当设置烟气再热器(FGR)时,烟气冷却器(WHR)处的换热量按上图②所示至烟气再热器(FGR)。
2、技术特点
优点:
与入口烟温在120℃~130℃的常规电除尘器相比,低低温电除尘器具有以下优点:
(1)烟气温度降低可以降低粉尘比电阻。通过热回收器或烟气换热系统将烟气温度降至酸露点以下,烟气中大部分SO3冷凝成硫酸雾,并吸附在粉尘表面,使粉尘性质发生了很大变化。根据烟气温度与粉尘比电阻的关系,如图2所示,在低温区,表面比电阻占主导地位,并随着温度的降低而降低。
低低温电除尘器入口烟气温度降至酸露点以下,使粉尘比电阻处在电除尘器高效收尘的区域。粉尘性质的变化和烟气温度的降低均促使了粉尘比电阻大幅下降,避免了反电晕现象,从而提高除尘效率。

图2温度与飞灰比电阻关系
(2)烟温降低,烟气体积流量降低,电场流速降低,增加了粉尘在电场的停留时间,同时比集尘面积增大,从而提高除尘效率。
(3)进入电除尘器的烟气温度降低,使电场击穿电压上升,从而提高除尘效率。实际工程案例表明,排烟温度每降低10℃,电场击穿电压将上升3%左右。在低低温条件下,由于有效避免了反电晕,击穿电压的上升幅度将更大。
(4)低低温电除尘器可以去除绝大部分SO3,减少尾部烟气低温腐蚀。烟气温度降至酸露点以下,气态的SO3将冷凝成液态的硫酸雾。因烟气含尘浓度高,粉尘总表面积大,这为硫酸雾的凝结附着提供了良好的条件。
(5)提高湿法脱硫系统协同除尘效果。国外有关研究对常规电除尘器与低低温电除尘器出口粉尘粒径、电除尘器出口烟尘浓度与脱硫出口烟尘浓度关系进行了探讨。
常规电除尘器↔低低温电除尘器
常规电除尘器出口烟尘平均粒径一般为1μm~2.5μm,低低温电除尘器出口粉尘平均粒径大于3μm,低低温电除尘器出口粉尘平均粒径明显高于常规电除尘器;当采用低低温电除尘器时,脱硫出口烟尘浓度明显降低,可有效提高湿法脱硫系统协同除尘效果。
(6)节能效果明显
由于烟气温度的降低,当采用热回收器和烟气换热系统时均可节约湿法脱硫系统水耗量,可使风机的电耗和脱硫系统用电率减小。低低温电除尘系统采用热回收器时可回收热量,兼具节能效果。热回收器的投资成本,一般可在3~5年内回收。
(7)具更优越的经济性
由于烟气温度降至酸露点以下,粉尘性质发生了很大的变化、比电阻大幅下降,因此,达到相同除尘效率前提下,低低温电除尘器的电场数量可减少,流通面积可减小。
由此可见,与常规电除尘器相比,低低温电除尘器在设计上可以采用较小的除尘器规格、较低的设备占地等,实现更高的除尘效率。
缺点
虽然低低温电除尘技术拥有以上众多优点,但是它也存在一定缺点:
二次扬尘有所增加
粉尘比电阻的降低会削弱捕集到阳极板上的粉尘的静电粘附力,从而导致二次扬尘现象比低温电除尘器适当增加,但在采取相应措施后,二次扬尘现象能得到很好的控制。
防止措施↓↓↓
烟气温度降低,烟尘比电阻下降,烟尘粘附力有所降低,二次扬尘会适当增加,为防止二次扬尘可采用下述二种措施之一:
适当增加电除尘器容量及采用振打优化技术,即通过加大流通面积,降低烟气流速,设置合适的电场数量,调整振打制度来控制二次扬尘。
当场地受限时,可采用旋转电极式电除尘技术或离线振打技术。
其他辅助方法:出口封头内设置收尘板式的出口气流分布板,使部分来不及捕集或二次飞扬的烟尘进行再次捕集。
从上述低低温电除尘技术的优缺点可以看出,其优点远远大于缺点,那么问题来了,是不是所有煤种燃烧后的粉尘都适合采用低低温电除尘技术来进行收尘呢?这种技术的适用条件是什么?评判依据又是什么呢?且听我慢慢道来。
3、技术适用条件和灰硫比
低低温除尘技术适用条件主要为灰硫比大于100。
对于灰硫比过大或燃煤中含硫较高或飞灰中碱性氧化物(主要为Na2O)含量较高的煤种,烟尘性质改善幅度相对减小,对低低温电除尘器提效幅度有一定影响。
(1)灰硫比定义
灰硫比(D/S),即粉尘浓度(mg/m3)与SO3浓度(mg/m3)之比。
(2)灰硫比估算公式
根据硫元素在锅炉、脱硝等系统中的转化规律、物料平衡法和元素守恒定律推导了燃煤电厂烟气灰硫比估算公式,如式(3-1)、(3-2)所示,式(3-2)中“32”为硫的相对原子质量,“80”为三氧化硫的相对分子质量。
式中:

除尘技术
CD/S——灰硫比值;
CD——热回收器入口粉尘浓度,mg/m3;
CSO3——热回收器入口SO3浓度,mg/m3;
η1——燃煤中收到基硫转化为SO2的转化率(煤粉炉一般取90%);
η2——SO2向SO3的转化率(约为0.8%~3.5%,一般取1.8%~2.2%);
M——锅炉燃煤量,t/h;
Sar——煤中收到基含硫量,%;
q——锅炉机械未完全燃烧的热损失(在灰硫比估算时可取0%);
Q——烟气流量,m3/h。
烟气中的SO3浓度数据宜由锅炉制造厂、脱硝制造厂提供或测试得到,当缺乏制造厂提供的数据且没有测试数据时,SO3浓度可按式(3-2)进行估算。
|

