一、技术名称:建筑陶瓷薄型化节能技术--超薄陶质砖生产技术
二、技术所属领域及适用范围:建材行业建筑陶瓷
三、与该技术相关的能耗及碳排放现状
传统陶瓷制造行业资源和能源消耗较高的领域.目前,我国年产陶瓷墙地砖90亿平方米:原材料消耗约1.08亿吨,电耗约200亿kWh,油耗0.112亿t(折成柴油计算)。传统陶瓷的综合能耗为4.747kgce/m2;单位碳排放量为12.6 kgCO2/m2。目前该技术可实现节能量5万tce/a,CO2减排约13万t/a。
四、技术内容
1.技术原理
增大塑性原料在陶质砖坯体配方中的用量,引入高温性能好的锂瓷石等方法,解决成型过程中生坯强度问题和产品烧成后的物理强度问题,从而将陶质砖的成品厚度减薄近一半,而不影响其产品的基本性能,达到节约资源的能源的目的。
2.关键技术
研发了超薄砖工艺配方:粘土35%-40%,长石25%-30%,锂瓷石8%-13%,铝矿5%-10%,白砂15%-20%,并在原有传统陶瓷砖生产工艺上进行改造,实现超薄陶质砖的生产。
3.工艺流程
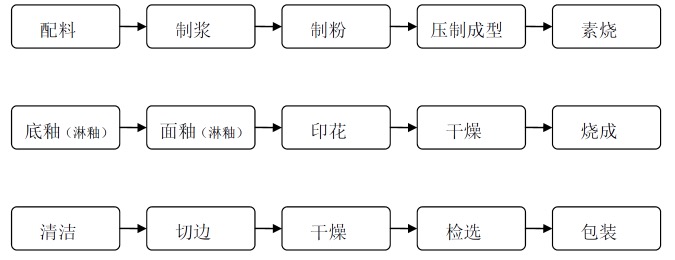
图1 超薄陶质砖生产技术工艺流程图
五、主要技术指标
1.陶瓷砖的破坏强度400-550N(国家标准350N);
2.断裂模数21-26MPa(国家标准15MPa);
3.吸水率13%-18%(国家标准大于10%);
4.成品砖厚度4.5-6mm,辐射内照射指数IRa0.2(国家标准(1),外照射指数IY0.4(国家标准1.(3),能够达到建筑陶瓷A类的标准。
六、技术鉴定、获奖情况及应用现状
该技术于2012年通过四川省科技厅组织的科技成果鉴定,获得2项国家实用新型专利。目前已经在全国有两个案例应用,节能减排效益较好。
七、典型应用案例
典型用户:四川省鑫源陶瓷有限责任公司,白塔新联兴陶瓷集团项目等。
典型案例1
案例名称:四川省鑫源陶瓷有限责任公司
技术提供单位:广东科达机电股份有限公司
建设规模:年产800万平方米超薄砖。建设条件:原有年产800万平方米陶质砖生产线,主要技改内容:调整生产工艺配方,改造压机成型模具、推料器、生坯砖转送平台系统,窑炉烧嘴等。技改投资额500万元,建设期3个月。年节能量10000tce,年减排量26400tCO2,投资回收期约1年。
典型案例2
案例名称:四川白塔新联兴陶瓷集团有限责任公司改造项目
技术提供单位:广东科达机电股份有限公司
建设规模:年产700万平方米超薄陶质砖。主要技改内容:调整生产工艺配方,改造压机成型模具、推料器、生坯砖转送平台系统,窑炉烧嘴等。技改投资额450万元,建设期3个月。年节能量11000tce,年减排量29040tCO2,投资回收期约1年。
八、推广前景及节能减排潜力
目前,全国有1300条左右的传统陶质砖生产线,其中20%的生产线可进行陶质超薄化的生产,预期未来5年,该技术在行业内推广比例可达20%,可形成的年节能能力约100万tce,年碳减排能力为264万tCO2/a。
|

