一、技术名称:新型吸收式热变换器技术
二、技术所属领域及适用范围:石化行业 温度范围在60℃-180℃的废热回收
三、与该技术相关的能耗及碳排放现状
目前在国内吸收式热变换器应用仍没有达到预期的程度,其适用温度范围的限制是主要原因之一。在石油化工以及某些特殊生产过程中会产生高温废热,其温度超过150℃甚至达到200℃。为了扩大吸收式热变换器应用范围,使其能从高温废热(最高大于200℃)到低温废热(60℃-100℃)回收能量,实现废热源的全温度范围内的梯级利用。目前该技术可实现节能量5万tce/a,CO2减排约13万t/a。
四、技术内容
1.技术原理
目前,实际应用的低温吸收式热变换器装置主要以中低温废热来驱动系统(例如60~100℃工业余热),通过吸收过程放出的相变潜热使其中一部分低品位热能的温位提高后重新加以利用,而另一部分转换为更低的温位排放到环境中。
高温吸收式热变换器的基本原理与低温吸收式热变换器相同,但高压区和低压区都是正压,由于高压区压力高,高低压区压差大,工质对再循环过程中的控制比低温吸收式热变换器困难。同时,由于系统操作温度高(最高大于200℃),对设备的耐腐蚀性要求极高。该技术通过使用一种抗腐蚀性复合SiO2膜技术解决了高温吸收式热变换器的主要技术难点,输出可用热大于200℃,从而扩大了吸收式热变换器的使用范围。如果将其与低温吸收式热变换器联合使用,可实现能量的梯级利用。
2.关键技术
(1)基于界面效应改善冷凝液流动原理,设计制作了工艺简单的功能强化表面,其冷凝传热效率优于部分功能强化管型的传热性能。通过几种异形强化管强化溴化锂垂直管外降膜吸收的性能,强化了降膜传热传质过程。
(2)利用在线成膜工艺,在系统运行时自动生成耐腐蚀硅膜,解决了高温溴化锂溶液腐蚀问题。
(3)利用涂层分布管替代光滑铜管,增强了液膜自身的掺混效果,其掺混强化率为光滑铜管的1.2倍。
3.工艺流程
工艺流程见图1。
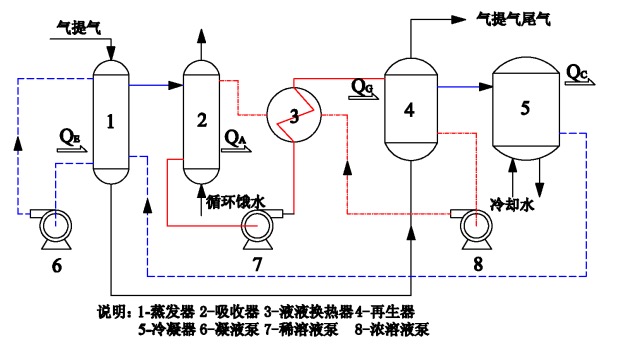
图1 低温吸收式热变换器系统流程图
五、主要技术指标
1.输入废热温度范围:60℃-180℃,输出可用热温度范围:85℃-205℃;
2.系统温升范围:25℃-35℃;
3.COP范围:0.4-0.48;
4.各主要部件传热系数较光滑管提高30%;
5.使用寿命超过10年。
六、技术鉴定、获奖情况及应用现状
1999年在燕化公司SBS凝聚工段建成了5MW的AHT工业装置,是国内第一台AHT工业化装置。2002年11月在燕化公司合成橡胶厂顺丁橡胶凝聚工段建成了7MW的AHT工业装置;2004年11月在上海高桥石化公司化工事业部合成橡胶装置上成功
建成两套6MW的吸收式热泵。
目前,已成功研制出高温吸收式热变换器小型样机,各项性能均达到设计要求,从而扩大吸收式热变换器应用范围,形成了可应用于60℃-180℃全温度范围工业废热 回收的吸收式热变换器装置,且完全拥有自主知识产权。
七、典型应用案例
典型案例1:北京燕山石化
建设规模:SBS凝聚工段功率为5MW的吸收式热变换器。主要技改内容:配备功率5MW的吸收式热变换器装置,回收凝聚釜顶产生的废热。主要技改设备:吸收器、再生器、蒸发器、冷凝器、热交换器。节能技改投资额610万元,建设期6个月。每年可节能1669tce,年节能经济效益346万元,投资回收期约2年。
典型案例2:上海高桥石化
建设规模:顺丁橡胶工段功率7MW的吸收式热变换器。主要技改内容:配备功率为7MW的吸收式热变换器装置,回收凝聚釜顶产生的废热。主要技改设备:吸收器、再生器、蒸发器、冷凝器、热交换器。节能技改投资额1450万元,建设期6个月。每年可节能2337tce,年节能经济效益700万元,投资回收期2年。
八、推广前景及节能减排潜力
我国化学工业能源利用效率比发达国家低10%-15%左右,一些产品单位能耗比发达国家高10%-20%。实现废热源全温度范围内的梯级利用,是提高能源利用效率的有效途径之一。预计未来5年,该技术在行业内的推广潜力可达到10%,投资总额7千万元,节能能力10万tce/a,减排能力26万tCO2/a。
|

